
Metalworking fluids (MWFs) are essential to machining and forming processes. By providing chip evacuation, lubrication, reducing friction, managing heat and protecting metal surfaces from corrosion and staining, these fluids help to safeguard tools and workpieces. Oil-based and water-based MWFs differ in their chemical compositions, influencing their suitability for specific metals and applications. For example, tailored additives like sulfur, chlorine and phosphorus help these fluids minimize wear and optimize performance by activating at precise temperature ranges. Understanding these compositions will help to ensure you have the right fluid to enhance efficiency and achieve superior part quality.
Oil-Based Metalworking Fluids
Oil-based MWFs are derived from petroleum oils, vegetable oils, synthetic oils or blends and they are engineered to provide superior lubrication and wear resistance. These fluids are generally classified into neat oils (straight oils).
Key Components in Oil-Based Fluids
Base Oils
-
Mineral Oils are typically highly refined petroleum oils with varying viscosity levels for different applications.
-
Synthetic Oils offer enhanced thermal stability and oxidation resistance compared to mineral oils.
-
Vegetable oils offer better boundary lubrication and can increase flash points.
Additives
Oil-based fluids rely on a range of additives to meet specific performance needs, including:
-
Extreme Pressure (EP) Additives: Contain chlorine, sulfur or phosphorus compounds that chemically react with metal surfaces under high temperatures and pressures to form a protective sacrificial layer, reducing wear and galling.
-
Passive Extreme Pressure Additives: Calcium-based compounds that don’t rely on temperature to become active and form a protective layer, reducing wear and galling.
-
Antioxidants: Prevent degradation of the oil due to oxygen exposure, extending fluid life.
-
Corrosion Inhibitors: Create a protective film to shield metal surfaces from moisture in the environment.
-
Defoamers: Help reduce air entrainment and foam formation during high-speed machining.
Compatibility and Applications
Oil-based fluids are effective when working with all types of metal, but even more so when working with hard-to-machine metals like stainless steel or titanium. The thick, consistent lubrication they provide, significantly reduces tool wear and adds high-surface finish quality.
However, certain additives in these fluids can be incompatible with:
-
Non-ferrous Metals like Aluminum and Copper: Sulfur- and chlorine-based additives in oil-based fluids may stain or corrode these softer metals.
Water-Based Metalworking Fluids

Water-based fluids include emulsifiable oils (oil-in-water emulsions, soluble oil), semi-synthetics and synthetic fluids. These fluids typically offer better cooling capabilities due to water’s high thermal conductivity, while maintaining adequate lubrication through additives.
Key Components in Water-Based Fluids
Water as a Base Component
Water serves as the primary carrier fluid, enabling excellent cooling properties. However, water alone lacks lubrication and corrosion protection, which is why additives are necessary.
Emulsifiers
These agents allow oil to mix uniformly with water, forming stable oil-in-water emulsions. They also improve wetting and dispersal on metal surfaces.
Additives
In water-based fluids, additives parallel those in oil-based fluids but are optimized for water compatibility:
-
Lubricity Improvers: Develop boundary lubrication to reduce friction on metal surfaces and tooling.
-
Extreme Pressure (EP) Additives: Contain chlorine, sulfur or phosphorus compounds that chemically react with metal surfaces under high temperatures and pressures to form a protective sacrificial layer, reducing wear and galling.
-
Biocides and Fungicides: Prevent microbial and fungal growth that can degrade fluid quality and create rancidity.
-
Rust and Corrosion Inhibitors: Neutralize chloride ions in water that can corrode metals.
Compatibility and Applications
Water-based MWFs are ideal for high-speed machining operations where cooling is the primary concern. They perform well with:
-
Cast Iron and Steel Alloys: Their cooling efficiency minimizes heat distortion and cracking in sensitive metals.
-
Non-Ferrous Metals: Properly composed water-based fluids can provide adequate corrosion protection for aluminum, copper and brass, making them preferable when oil-based fluids pose staining risks.
-
Other Metals: When formulated correctly, they perform well with most metals.
Challenges and Limitations
Despite their advantages, water-based fluids carry risks of:
-
Hard Water Interactions: Hard water (>121 ppm total hardness) can lead to emulsion instability or tacky residues, impacting tool performance.
-
Microbial Contamination: Without proper circulation or treatment, and fluid maintenance, water-based fluids can degrade rapidly due to bacterial growth.
-
Reduced Extreme Pressure Capabilities: Compared to oil-based alternatives, they are less capable in operations requiring high-load machining conditions.
Temperature and Friction: How Additives Work
When it comes to metalworking fluids, understanding the role of temperature and friction is essential. To grasp how additives function, we can look at a tool called the coefficient of friction chart. This chart quantifies how easily two surfaces slide against one another under specific conditions. A higher coefficient indicates greater friction, while a lower number reflects reduced friction. From a metalworking perspective, this is vital because high friction can cause excessive heat, equipment wear and poor part quality.
Extreme Pressure (EP) Additives and Anti-Wear (AW) Additives
Metalworking fluids are often enhanced with additives designed to address friction and heat at a microscopic level. Extreme pressure (EP) additives and anti-wear (AW) additives are the two primary categories that help protect metal surfaces during machining, grinding and forming processes. EP additives work best in high-stress conditions, keeping surfaces from seizing when significant pressure is applied. AW additives, on the other hand, focus on reducing wear under moderate operating conditions. Selecting the right combination can significantly improve performance, but it ultimately depends on the specific application and the type of fluid used.
Activation Temperatures of Additives
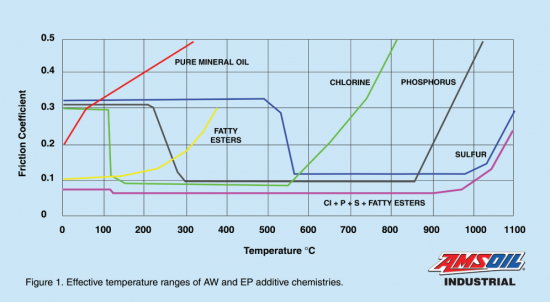
The effectiveness of EP and AW additives is closely tied to temperature. Additives like sulfur, chlorine, and phosphorus are activated at specific temperature ranges, allowing them to form protective layers on metal surfaces. Here’s how each works:
-
Sulfur Additives activate at moderate to high temperatures (typically 550°C to 1000°C). Once activated, sulfur reacts with the metal surface to form a protective sulfide layer, reducing friction and wear. This is particularly beneficial in high-speed or high-pressure operations, such as tapping or broaching.
-
Chlorine Additives activate at lower temperatures (around 150°C to 550°C). They create a thin lubricating barrier by chemically bonding to the metal surface, offering additional lubrication for processes like heavy duty metal removal, deep drawing or punching where heat generation is lower, but lubrication is critical.
-
Phosphorus Additives function effectively over a broader temperature range, often beginning activation at temperatures as low as 250°C. Phosphorus compounds form similar protective layers, often used in combination with sulfur or chlorine for versatile performance in a wide variety of operations.
By blending these additives strategically, metalworking fluids can be customized to meet the demands of specific operations. For instance, a fluid designed for high-speed milling might rely on sulfur for its high-temperature performance, while a formulation for cold forming may combine chlorine and phosphorus for maximum lubricity at lower temperatures.
Real-Life Application in a Metalworking Facility
Consider a scenario at a facility specializing in precision machining. The facility struggled to maintain tight tolerances due to tool wear and inconsistent surface finishes, particularly with harder materials like stainless steel. By switching to a metalworking fluid containing a tailored blend of sulfur and phosphorus additives, they were able to reduce tool wear and improve surface finishes significantly. The sulfur component activated during the high heat of machining, while the phosphorus offered reliable lubrication across a wider range of operating temperatures.
The results went beyond part quality. The facility noted a measurable increase in tool life, reducing downtime for maintenance. Additionally, consistent finish quality helped streamline inspection processes and meet customer specifications more efficiently. This is a prime example of how understanding and leveraging the activation temperatures of additives can make a substantial difference in operational efficiency.
Key Takeaways
The right metalworking fluid maintains a balance between chemistry, application needs and material compatibility. Oil-based fluids excel in providing long-lasting lubrication and wear resistance under intense machining conditions, while water-based fluids thrive in applications where cooling considerations are paramount. By understanding the chemical composition and material compatibility of these fluids, professionals in the metalworking industry can make informed decisions that will enhance machine performance, extend fluid life and ultimately reduce overall costs.
For expert advice on metalworking fluids, schedule a free, no obligation consultation with one of our experts today.