Choosing the Right Oil
Many equipment operators believe that all oil is the same. As long as it meets the minimum original equipment manufacturer (OEM) specifications, oil is oil. In reality, hydraulic oil is just as important as every other component of your hydraulic system. When you stop thinking about hydraulic oil as a consumable and start considering it as an integrated component of your industrial hydraulic systems, you can reduce downtime and increase productivity. Conversely, if you choose inferior hydraulic oil and it fails, it can cause pump and valve failure that leads to expensive downtime and repairs.
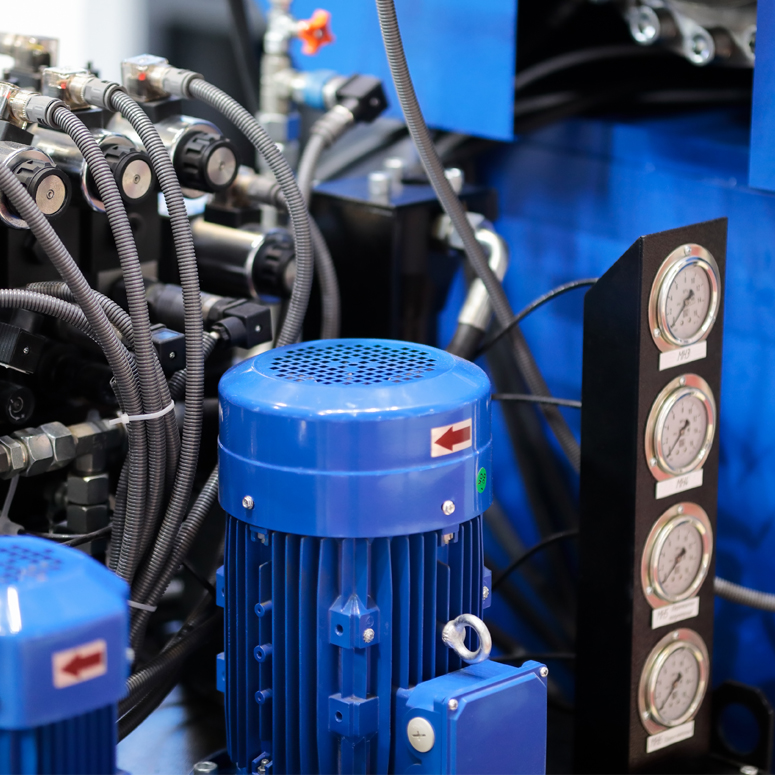
When it comes to keeping your hydraulic equipment operating efficiently, your choice of hydraulic oil is every bit as important as the mechanical system components. Understanding the extreme demands placed on hydraulic systems and the importance of choosing high-quality hydraulic oil will help you reduce downtime and extend your hydraulic system life.
8 Key Hydraulic Oil Attributes
Hydraulic oils are formulated using mineral or synthetic base oils (group III, PAO or esters) in combination with a variety of performance-enhancing additives. Each formulation results in performance differences designed to improve component life in specific hydraulic systems and applications. There are eight key hydraulic oil attributes that must be considered when choosing an oil to improve hydraulic system life:
1. Using the correct viscosity for the application.
2. A high viscosity index for improved stability.
3. The type and amount of anti-wear additives.
4. Excellent demulsibility for easy water filtration.
5. Sludge and varnish control.
6. Quick air release.
7. Foam control.
8. Contamination control.
Let’s examine each of these attributes to better understand how they relate to hydraulic system performance.
Viscosity
Oil viscosity that is too low can elevate operating temperatures and increase the risk of pump wear and failure. Oil viscosity that is too high can elevate operating temperatures and increase power use and costs. The optimum oil viscosity is defined by the recommended operating temperature, normally 13 to 36 cSt (55-97°F) according to most hydraulic equipment manufacturers.
Viscosity Index
There is a large difference in the viscosity index (VI) when comparing mineral (petroleum) base oils and synthetic base oils. Mineral oils typically have a VI of 95 to 110, whereas synthetic base oil has a VI of 135 or greater. Oils with a high VI maintain viscosity to provide better protection across a wider temperature range and at temperature extremes.
At cold temperatures, mineral oil may be too thick for a hydraulic pump to move the oil, which can lead to pump cavitation and accelerated wear. An oil with a high VI remains more fluid and flows more easily through the entire hydraulic system.
Oil also becomes thinner at elevated temperatures, often thin enough to be below the viscosity required by hydraulic pump manufacturers. This can also lead to accelerated pump wear. Oil with a high VI maintains a thicker viscosity for continued pump protection at elevated temperatures.
Anti-Wear Additives
A base oil alone can provide some wear protection, but anti-wear additives enhance the base oil’s ability to prevent wear. Zinc-based anti-wear additives can be measured in parts per million (ppm) by an Inductively Coupled Plasma (ICP) oil analysis, which indicates the amount of remaining anti-wear protection built into the hydraulic oil. However, the anti-wear additives in ashless (zinc-free) hydraulic oil do not show up in an oil analysis, so it’s impossible to identify the level of anti-wear built into the oil.
There are three classifications of hydraulic oil:
1. DIN 51524-1 is rust and oxidation inhibited only.
2. DIN 51524-2 is rust and oxidation inhibited plus anti-wear.
3. DIN 51524-3 is rust and oxidation inhibited plus anti-wear and additives to increase the viscosity index (VI >140).
Demulsibility
There is always some water in oil, like there is humidity in the air. Because water does not provide the same level of wear protection, oil that loses its ability to separate from water can lead to increased wear. Demulsibility is the ability of oil to separate from water for easier removal to reduce the risks of corrosion and wear.
Sludge and Varnish
Reducing or eliminating sludge and varnish helps prevent premature wear and extends the life of servo valves. Synthetic oil has a natural ability to resist the oxidation that causes sludge and varnish. A combination of synthetic base oil with phenol and amine anti-varnish additives provides superior resistance to varnish and sludge.
Air Release
Hydraulic oil void of air bubbles runs cooler and provides longer oil drain intervals. However, oil with poor air-release properties allows air buildup in the oil, which causes pressure-induced thermal degradation (microdieseling) that leads to potential erosion wear. When oil transitions from low pressure to high pressure, the air bubbles in the oil heat up due to compression. This carbonizes the oil at the oil-air interface and results in oil oxidation, increasing the risk of varnish that can reduce both equipment and oil life.
Foam Control
The three most common causes of foam are contamination, entrained air and additive depletion. Anti-foam additives control entrained air by causing air bubbles in the oil to pop or dissipate. However, additives can’t distinguish between entrained air bubbles, foam or contamination particles. Contaminated oil can cause anti-foam additives to be used up, resulting in increased foam in the system. Additionally, if the anti-foam additives cannot keep up with excessive entrained air, then excessive foaming will occur. As the hydraulic system circulates, entrained air and increased foam change the hydraulic oil’s properties and viscosity, which reduces the oil’s ability to provide protective lubrication and results in increased wear.
Contamination
Oil contamination can lead to accelerated component wear and premature equipment failure. Contamination can develop inside the hydraulic system, including metal wear particles and varnish. It can also be introduced from outside the hydraulic system, such as dirt, dust, chemicals or moisture. Servo valves are particularly sensitive to particles, which cause them to stick and malfunction. Contaminated oil increases in viscosity, making it less efficient and increasing energy use. Contamination may also require more frequent oil change intervals, resulting in increased downtime and maintenance costs.
To control contamination inside the system, implement a high-quality filtration system to maintain the recommended ISO cleanliness target specified by the manufacturer. For additional protection and extended drain intervals, integrate varnish removal into the filtration system. Download the Hydraulic System Filtration Lubrication Logic guide.
To control contamination outside the system, start with the cleanest hydraulic oil possible that is filtered before delivery, install a high-quality hydraulic tank desiccant breather to filter out dirt and moisture and filter it again to the recommended ISO cleanliness level before installation. Download the free Equipment Life Extension Chart.
Getting Started
To regain control of your hydraulic systems, promote extended service life, increase productivity, reduce downtime and bring your operating budget back in line, choose hydraulic oil engineered with these eight factors in mind. AMSOIL Industrial offers a full line of premium hydraulic oils engineered to stand up to the specific challenges of complex hydraulic systems.
Contact an AMSOIL Industrial Application Engineer to determine the best solutions for your specific hydraulic applications.